55世纪
联系人:李经理
手机:15095220299
电话:0536-6576161
传真:0536-6067766
邮箱:sdxteax@163.com
地址:山东省诸城市芦河大道北段
55世纪
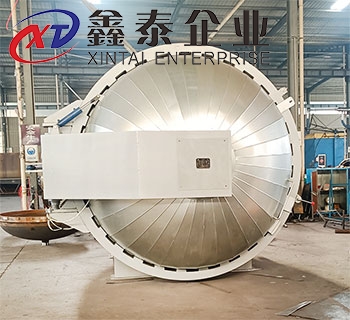
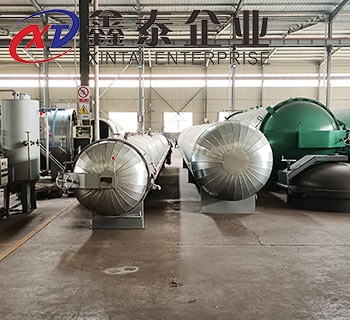
鑫泰牌无氧罐式“炭化木”的生产工艺过程分为一次干燥,二次干燥、升温炭化、降温和调湿处理、再降温出罐5个阶段。
(一)一次干燥
从生(湿)材干燥至约8-12%含水率的阶段叫一次干燥。这一阶段可在罐内直接真空干燥来完成,本设备干燥时间短低生产成本高生产效率,30-40小时就可以完成,干燥过程木材稳定性高,不开裂,不弯曲,不变形,木材干燥均匀。
(二)二次干燥
从12%的木材含水率干燥到3%(或4%)的阶段叫二次干燥。这一阶段在炭化罐内完成。含水率约12%的锯材进炭化罐后,先进行常规过渡干燥。干球温度约从65—75℃开始,然后分阶段升温至约125℃,干湿球温差逐步扩大到25℃。待木材含水率降至约3%,二次干燥阶段结束。这阶段时间的长短,取决于木材的树种和厚度,120mm厚的锯材一般约需6-8小时。
(三)快速升温炭化
木材含水率达到3%以后,就度过了干燥的危险期。可以快速升温,在较短时间内,升至炭化温度(一般为160-230℃)。然后保持炭化温度不变,对木材进行高温热处理,使木材中的半纤维素和纤维素的无定形区降解,木材中吸湿性的羟基数量大大减少。同时木材中的抽提物如树脂,萜类化合物、单宁、酸类化含物等大量挥发。因而木材的吸湿性大大减小,尺寸稳定性和耐腐蚀性明显提高。这一阶段,罐内真空度要达到额定负压,,气体的含氧量必须在2%以下,否则高温干燥的木材会有着火危险,而且木材在高温下氧化,会对木材的强度造成破坏。
(四)降温调湿
木材炭化处理后,不但含水率很低(0.5%以下),而且木材本身的温度也很高,接近180~221℃。这时无法直接进行调湿处理,必须先对木材降温。停止向散热器供热的同时,进行罐内水冷降温,不但起到降温作用,而且可使几乎全干的木材适当增湿。罐内介质温度降至116℃左右,就可进行调湿处理。提高木材的含水率,并消除残余应力。一般待木材含水率升至4~5%时,可结束调湿处理。
(五)冷却出罐
罐内木材在116℃至112℃的温度下调湿处理后,就消除了着火的危险。但不能马上出罐,否则热木材被罐外冷风一吹造成应激反应,立即就会开裂。故须待罐内外温差降至50-60℃左右,才能出罐。
(六)设备优点
真空无氧碳化设备是同行业非常老练的木材深度碳化设备,整个操控过程是PLC电脑全自动控制,碳化过程中是在真空无氧条件下进行的,不会因有氧氧化产生异味,不会因为有氧产生自燃,碳化出来的产品颜色均一,深度均一,是碳化木材的常用设备。

扫一扫,联系我!